




")

Operating frequency of the detector is 2.5 MHz. The time of installation operating mode after power - 0.5 s current consumption - 30 mA. Time of continuous operation of the flaw detector from nine batteries D-0,06-1,5 hours dimensions - HH mm, weight - 205 g
The principle of operation of the flaw detector is based on the property of ultrasonic vibrations (CC) reflected from internal defects in the material, a conducting these fluctuations. Short radar pulse is converted by peoplestyle B1-OT seeker (Fig. 1) in momentum of the criminal code, which through the layer contacting the liquid distributed in the material in the form of a divergent beam of transverse waves. The ultrasonic waves reflected from the defect, in turn, affect piezoplates V1-VZ, exciting the EMF, which is amplified, converted to and is fed to the detector defects. To eliminate false signals (reflections from the reinforcement bead was, etc.) the presence of defects in the detector is determined only to the extent of alloying of the weld - zone control".
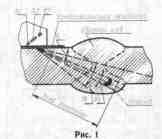
Fig.1
The detector has two modes: "Search" and "Evaluation". Beam width (Fig. 1) in a vertical plane in the "Search" - F1=13°, and in the "Assessment" - F2=8,5°. This allows you first determine the existence of the defect, and then its location. Entry angle (FD) depends on the welded materials for steel is 67°.
Schematic diagram of the detector shown in Fig. 2, a timing diagram of its operation is in Fig. 3.
Fig.2 (click to enlarge)
The detector consists of a generator of radio, detector defects, a broadband amplifier, the device for temporal alignment of amplitude, voltage stabilizer power and inverter. Generator radio pulses collected on the diacs V1. The current pulse passing through a dinistor V1, excites in the circuit L1B3 in the "Search" or L1B1-B3R1 in the "Evaluation" of the radar pulse. Its duration at 0.5 is 0.4 μs. The sensitivity of the device in the "Evaluation" set by a resistor R43. Taken from parts of the coil L1 of the pulse is converted by the diode V2 to a positive pulse 1 (Fig. 3), which triggers a single-shot delay switch defects transistors V18, V19. The pulse duration of the single vibrator depends on the position of the resistor R30. Differentiated pulse 2 (Fig. 3) the single-shot passed through the inverter transistor V20, includes a single-shot "zone of control" of the detector transistors V22, V23. Pulse 3 (Fig. 3) the single vibrator is controlled by resistor R35 "R" (distance to fault). With the collector of the transistor V22 pulse is supplied to the base of transistor V6 device matches the transistors V6, V7 alarm.
Fig.3
If the "zone of control" occurs defect, momentum, reflection and converted peoplestyle V1-VZ, amplified by the broadband amplifier A1. A2. To protect the amplifier from overvoltage on the input included the bilateral limiter diodes V3 and V4. Further, the radar pulse is detected and is limited in the cascade transistor V5 signaling defects and affects the base of transistor V7 devices match (pulse 4 in Fig. 3). Resistor R12 you can change the threshold limit of pulses in the detector-limiter. With the collector of transistor V8 positive first pulse starts a single-shot light (transistors V9, VIO), and then a single-shot sound (V12, V13) indicators that signals the presence of a defect in the "zone of control". Audio indicator, except the single vibrator-expander pulses, contains multivibrator transistors V15, V16. If there is a defect of short-lit led H1 "D" (defect) and the alarm sounds in the phones B4.
To equalize the sensitivity of the instrument by the depth of the defects in the flaw introduced the temporal alignment of the amplitude of radio elements R3R4C3. It generates pulses of negative exponentially increasing voltage, which is fed to the input circuits A1,
Stabilizer transistor V29 and the inverter transistor V26 and diodes V24, V25 provide flaw with the necessary supply voltages.
Connector X1 is used to connect an external finder and power source, as well as automated and semi-automated installations during operation of the flaw detector with them.
The flaw capacitors C22 and C26 needs to be small TKE.
Transformer T1 is wound on the ring core ferrite MNM size CHH. The winding of I contains 14 turns of PEV-1 to 0.6, winding II - 13 turns of PEV-1 to 0.12, winding III and IV - on 350 turns of wire sew.1 0,08.
Coil L1 is wound on a mandrel with a diameter of 5 and a length of 3 mm and contains 40 turns of wire PELSHO of 0.35, the withdrawal is made from 8 turns, starting from the output connected to the common wire.
The seeker of the instrument (Fig. 4) is made of organic glass. Piezoplates made of barium titanate, their sizes are shown. Pre-fit the dimensions, and hence the frequency of the plate is glued in the gap with epoxy glue.
Fig.4
Variable resistor R35 is made from resistor SP5-3. Its upper part cut with a file, the adjusting screw is removed and the slider epoxy glue to attach the dial.
The establishment of a flaw begin with installation of stable generation of the voltage Converter, selecting a resistor R39. Next, get the required repetition rate (120…150 pulses/sec) pulse generator of radio, selecting a resistor R2. The amplitude of the radio pulses 70…80 In making the selection of diacs V1. After that, the selection of the capacitors C22 and C26 establish the limits of variation during rotation of the engines of resistors R30 and R35 pulse duration of single vibrators delay (10…25 µs) and "zone of control" (7…45 μs).
Then, placing the instrument on a sample of steel or organic glass with a defect in the form of holes with a diameter of 2.5…3 mm with a depth of 10 to 50 mm, drilled perpendicular to the axis of the ultrasonic beam, check in the control point CP1 reflected from the presence of the defect pulse. The amplitude of 1.8…2 reflected from the defect pulse is alternately set by resistors R43 and R12. Next, rotate the engine resistor R4 until, until the amplitude of the reflected signals from the same defects (holes) at different depths in the range of 7 to 50 mm did not differ by more than 20%.
When working with the flaw, first lubricate the surface near the weld in contact with fluid (water, oil or glycerine). Then install a disk drive "R" of the resistor R35 to the maximum distance and by turning the button S2 flaw in the "Search" mode, move it along the seam. The emergence of a sound signal in your phone indicates the presence of a defect in the "zone of control". To determine the location of the defect simultaneously press the buttons S1 "and S2 by moving the detector transverse to the weld, I bring the position where the indicator light ø "D" dim. Further, the detector sets found in the middle between the provisions. Finally, a rotating disc "R" of the resistor R35, on a scale determine the depth of the defect at the moment when the indicator light H "D" dim.
Authors: A. Bondarenko, N. Bondarenko; Publication: N. Bolshakov, rf.atnn.ru